



解決提案
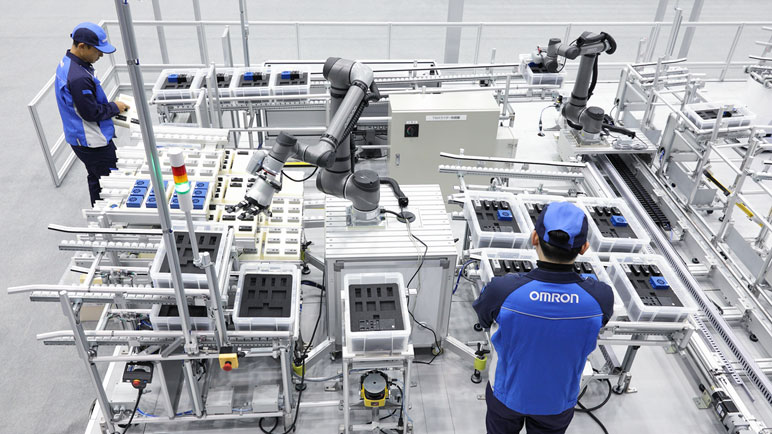
人に頼りすぎない自働化と製造現場DXを
フル活用したエンジニアリングチェーン革新
人を超えるフル自働化ライン
- AI
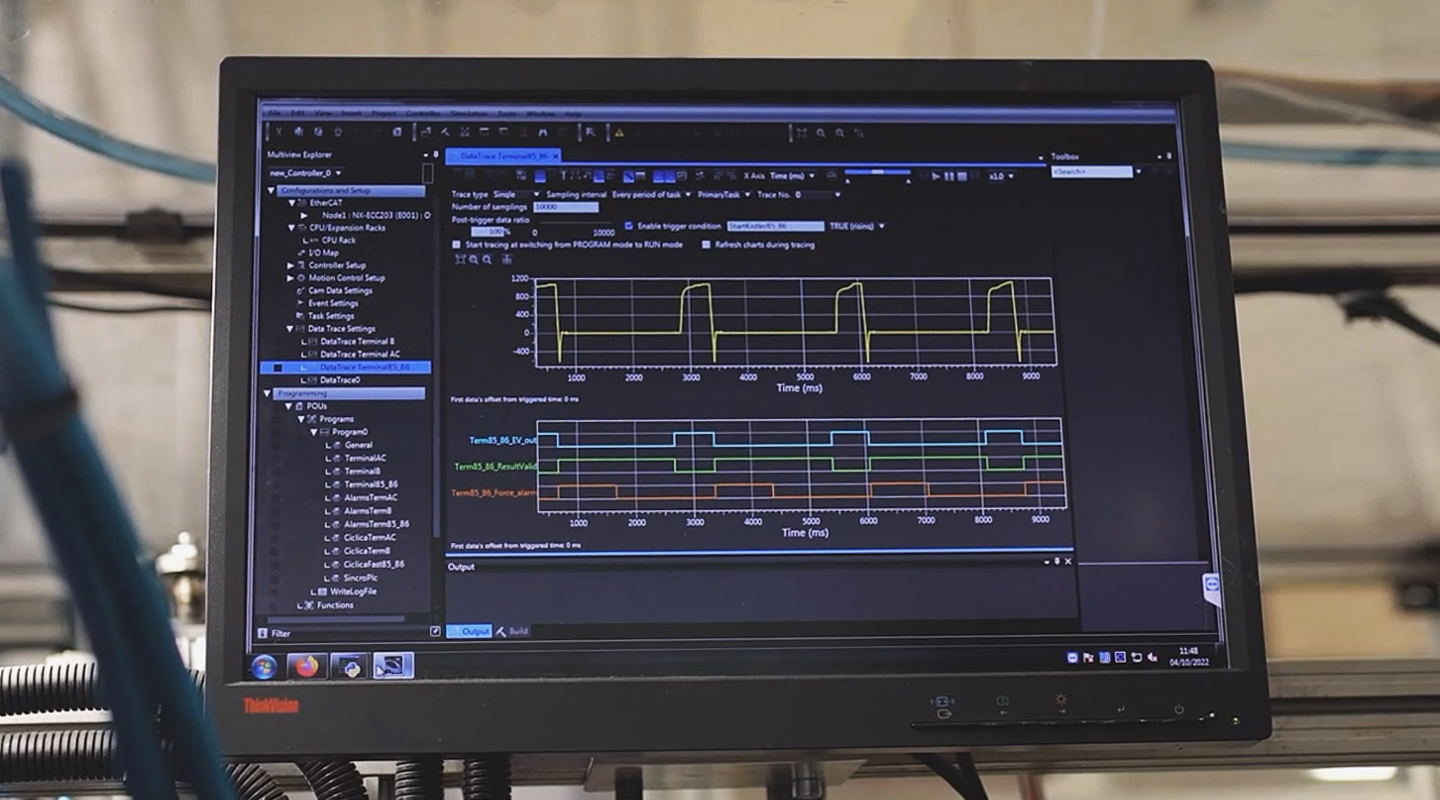
- IoT
- データ活用
- ロボット
- 生産性向上
- 高速・高精度制御
解決提案
人に頼りすぎない自働化と製造現場DXを
フル活用したエンジニアリングチェーン革新
解決提案
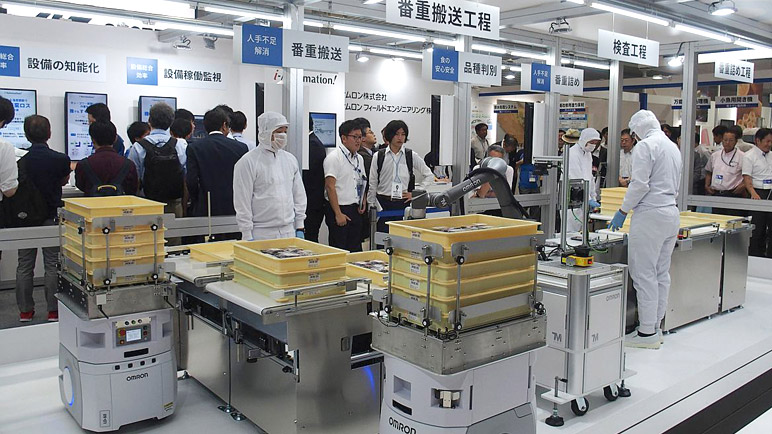
オムロン株式会社 メディア記事

イベント
IIFES2024 メディア記事
解決提案
人に頼りすぎない自働化と製造現場DXを
フル活用したエンジニアリングチェーン革新
解決提案
人に頼りすぎない自働化と製造現場DXを
フル活用したエンジニアリングチェーン革新

解決提案
既存生産ラインを活用した変種変量生産

解決提案
人に頼りすぎない自働化と製造現場DXを
フル活用したエンジニアリングチェーン革新
解決提案
人に頼りすぎない自働化と製造現場DXを
フル活用したエンジニアリングチェーン革新
イベント
IIFES2024 メディア記事
イベント
IIFES2024 メディア記事
解決提案
激しい需要変動に合わせ、
人と機械が柔軟に共存できる生産ライン

事例
島津儀器(蘇州)有限公司様
i-BELT採用事例

事例
YKK AP株式会社様
i-BELT採用事例

事例
ダイキン工業株式会社様
メディア記事

イベント
2023国際ロボット展(iREX 2023)メディア記事

イベント
2023国際ロボット展(iREX 2023)メディア記事

イベント
iREX2023 出展者セミナー
事例
オムロンオートモーティブエレクトロニクスイタリア 品質管理へのデータ活用事例

事例
オムロンヘルスケア松阪工場 メディア記事
事例
株式会社岡山村田製作所様 メディア記事

解決提案
人を超える自働化

解決提案
人を超える自働化

解決提案
人を越える自働化
解決提案
人を超える自働化

解決提案
人を超える自働化
解決提案
人を超える自働化
解決提案
人を超える自働化

解決提案
人と機械の高度協調

解決提案
人と機械の高度協調
解決提案
デジタルエンジニアリング革新

解決提案
デジタルエンジニアリング革新
解決提案
デジタルエンジニアリング革新
解決提案
デジタルエンジニアリング革新

イベント
2022国際ロボット展(iREX 2022)メディア記事

イベント
2022国際ロボット展(iREX 2022)メディア記事

事例
オムロン京都太陽株式会社 メディア記事

イベント
2022国際ロボット展(iREX 2022)出展レポート
事例
株式会社ナム様 自動車部品組付け工程の自動化

事例
株式会社ホリゾン様
協調ロボット採用事例

解決提案
安全方策を備えた加工機

事例
大成ラミネーター株式会社様
協調ロボット採用事例

事例
オムロン マイクロスキャンシステムズ メディア記事
事例
株式会社有川製作所様
プレス機への製品セット・取り出し作業の自動化
![空調性能試験の工数75%を削減。自社現場の労働時間短縮を狙った自律走行型の風量測定ロボット[開発中]](/solution/assets/img/thumb/col_016/thumb_col_016.jpg)
事例
三機工業株式会社様
モバイルロボット採用事例
事例
オムロン野洲工場
設備の予兆保全へのデータ活用事例
解決提案
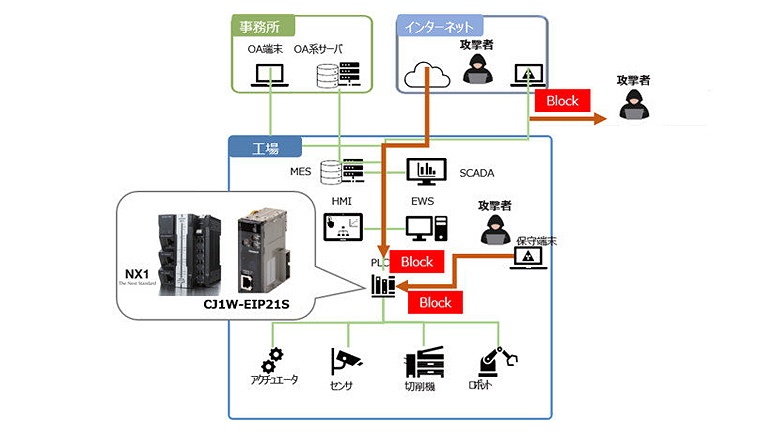
⼈‧機械‧製品を守る⾼度な安全
事例
聖徳ゼロテック株式会社様
金属製品 プレス工程の自動化事例
解決提案
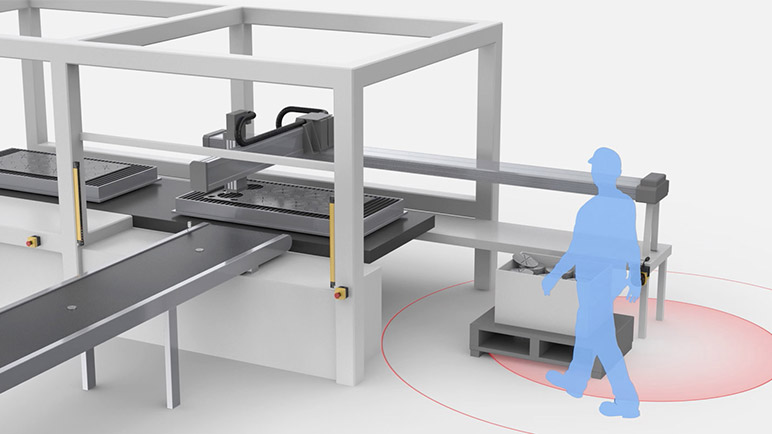
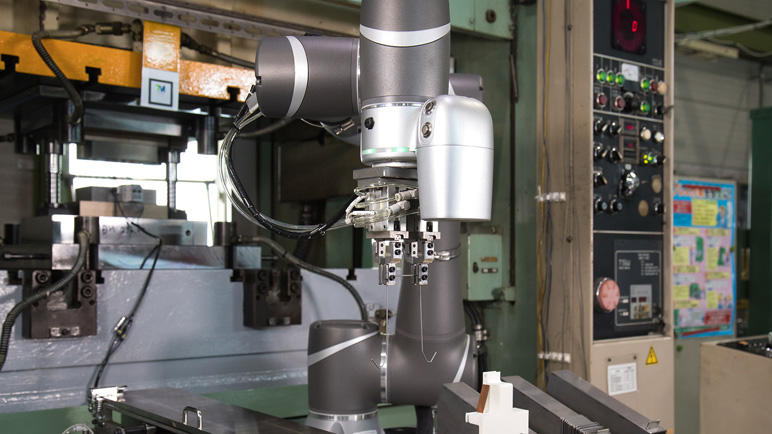
安全柵不要マシンテンディング
解決提案
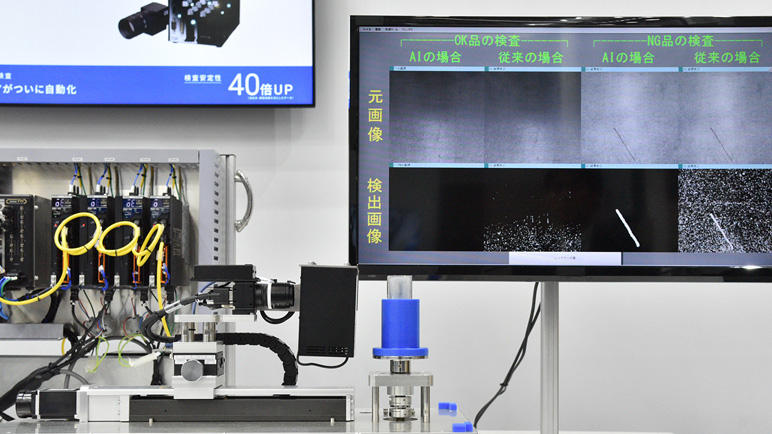
AIを活用し、熟練者の技を再現

解決提案
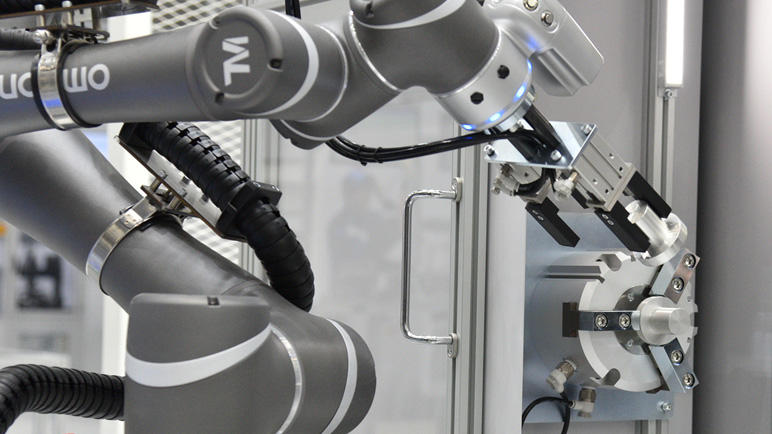
人と協働するパレタイザー

解決提案
知能化セルライン
~作業者とロボットの高度な協調~

イベント
Industrial Automation Show (IAS)
上海国際自動化見本市 出展レポート
事例
自動車部品メーカー N社様
協調ロボット採用事例
解決提案
ロボット統合ソリューション

事例
五洋食品産業株式会社様
ケーキ製造 クリーム盛付け作業自動化 PoC事例

事例
五洋食品産業株式会社様
ケーキ製造 クッキングシート挿入作業自動化事例

事例
オムロン綾部工場
工程管理トレーサビリティ導入事例

解決提案
知能化セルライン
~人の判断や作業をIoTで支援~

事例
株式会社アルバック様
メディア記事
事例
五洋食品産業株式会社様 メディア記事

事例
シークス株式会社様 寸法検査装置開発 協業事例
イベント
エレクトロテストジャパン2020 出展レポート

イベント
2019国際ロボット展(iREX)出展レポート

事例
株式会社ハイブリッド様 3D基板外観検査装置&オムロンリモートサポートサービス導入事例

事例
ジャパン・イーエム・ソリューションズ株式会社様 3D基板外観検査装置&品質改善支援システム導入事例

イベント
IIFES 2019(旧SCF/計測展TOKYO)出展レポート

事例
株式会社センチュリーテクノコア様 メディア記事

事例
オムロン草津工場 外観検査自動化事例

事例
株式会社ホックス様 全数検査自動化事例

事例
オムロン草津工場 混流セル生産ライン自動化事例

イベント
FOOMA JAPAN 2019 出展レポート
イベント
FOOMA JAPAN 2019 メディア記事

事例
大森機械工業株式会社様 メディア記事

事例
株式会社トーショー様 メディア記事

解決提案
人が欠陥を発見する手・目・脳の働きを再現
事例
アイシン・エィ・ダブリュ株式会社様 メディア記事

事例
オムロン草津工場 自動制御のためのデータ活用事例

解決提案
モバイルロボットでフレキシブルセルライン

解決提案
AI活用でダウンタイムゼロ実現に貢献
解決提案
高速・高精度アライメント

解決提案
サブミクロンの超高速微細加工

イベント
FOOMA JAPAN 2018 出展レポート
イベント
ハノーバーメッセ2018 メディア記事

イベント
iREX2017 ワークショップ

イベント
SCF2017 出展者セミナー

イベント
SCF/iREX2017 メディア記事

イベント
SCF/iREX2017 メディア記事

事例
オムロン草津工場 メディア記事

イベント
SCF2017 メディア記事

イベント
iREX2017 メディア記事

イベント
SCF2017 メディア記事

イベント
SCF/iREX2017 出展レポート
新たな地球視点で現場生産性を最大化する
「人を超える自働化」、
人と機械が共に成長・進化する
「人と機械の高度協調」、
デジタル三現主義で現場をシームレスに繋ぐ
「デジタルエンジニアリング革新」。
“i-Automation!”はオムロンが提供する価値の
方向性を示したコンセプトワードです。