バックナンバー
更新日:2018.01.15
産業用ロボットに関するJIS規格が改定・発行されました
産業用ロボットやロボットシステムの安全性に関する規格「ISO 10218シリーズ」に対応した日本工業規格「JIS B 8433シリーズ」が2015年3月に改定・発行されました。
- JIS B 8433-1:2015
- ロボット及びロボティックデバイス - 産業用ロボットのための安全要求事項 - 第1部:ロボット
- JIS B 8433-2:2015
- ロボット及びロボティックデバイス - 産業用ロボットのための安全要求事項 - 第2部:ロボットシステム及びインテグレーション

JIS B 8433シリーズは、特定の機械または機械グループに対する詳細な安全要求事項を規定した、タイプC規格と呼ばれる規格群の一つに位置付けられる規格となります。JIS B 8433 -1は2007年版からの改定となり、JIS B 8433-2は今回新たに第1版として発行されたものです。
第1部のJIS B 8433-1(ISO 10218-1)は主に産業用ロボット本体の製造・供給者に向けての規定であり、ロボットの設計や製造上の安全性を示すための手引きとして提供されています。
一方で第2部のJIS B 8433-2(ISO 10218-2)はロボットを用いた機械システムの製造・供給者やそれを導入する生産技術者を対象とした、ロボットシステムやロボットセルの設計・設置の際の安全性の規定です。JIS B 8433-2においては、JIS B 8433-1に基づくロボットや関連機器を用いることが求められると共に、ロボットをシステムの一部として導入する際に必要な多くの関連規格が示されています。
2013年12月(平成25年12月)に一部改正された労働安全衛生規則第150条の4においては、産業用ロボットと作業者が協働作業(同時に作業を遂行)できるときの条件として、リスクアセスメントとそれに基づく措置の実施を求めています。今回発行されたJIS B 8433シリーズでは、附属書Aにおいて、ロボットやロボットシステムの重要な危険源のリストが表されています。このリストは、リスクアセスメントの規定であるタイプA規格のJIS B 9700(ISO 12100)における危険源リストを基に作成されており、ロボットに関するリスクアセスメントを実施する上での重要な指針となるものです。
またこの労働安全衛生規則の改正では、協働作業を可能とするそのほかの条件のうちの一つとしてJIS B 8433シリーズの対応国際規格であるISO 10218シリーズへの適合が求められています。これらのことからも、JIS B 8433シリーズが今後日本国内において、安全性と生産性を両立した生産現場を実現するための指針として重要な役割を持って拡がっていくと考えられます。
更新日:2015.10.01
制御システムの安全関連部の設計原則を示した規格ISO 13849-1の追補が発行されました
ISO 13849-1:2006は発行より10年近くが経ったことから、この度ISO 13849-1: 2006/Amd1として、技術的な進歩の反映や解釈が分かれる可能性のある点の明確化などを目的とした追補が施されることになりました*1。
ISO 13849-1:2006(JIS B 9705-1:2011)は、タイプB1規格と呼ばれる規格群の一つに位置付けられる規格で、”広範な機械類にわたって適用できる安全性に関する特定の安全側面”の一つとして、制御システムの安全関連部、いわゆる安全制御回路について規定したものです。
ISO 13849-1:2006は発行より10年近くが経ったことから、この度ISO 13849-1: 2006/Amd1として、技術的な進歩の反映や解釈が分かれる可能性のある点の明確化などを目的とした追補が施されることになりました*1。追補版とは一般的に、規格の大掛かりな変更ではなく微修正のレベルで変更を行うときに発行されるものです。
今回はこの追補版の内容のうち、機械メーカ、制御機器メーカの双方にとって重要と思われる点を1点ご紹介します。
ISO 13849-1:2006の考え方においては、最もリスクの高い部分を防護する安全機能に対しては最も信頼性の高いパフォーマンスレベルの”PLe”が求められます。これを達成するための制御回路の安全関連部は、その構造を”カテゴリ4”に、”危険側故障確率(PFHd)”を10-8オーダーにしなければなりません。
このPFHdという考え方は元々、機能安全規格であるIEC 62061によって定義されているものですが、ISO 13849-1:2006に従ったPL評価においてもその値が活用されています。ここではこのPFHdが与えられる単位をサブシステムと呼びます。
セーフティライトカーテンやセーフティコントローラなど、内部にIEC 62061に従って評価された制御回路を持つ機器は、独立したサブシステムとして機器単独でPFHdの値を持っています。また、CPUなど複雑な電子部品によらないリレー回路を内部に持つセーフティリレーユニットなども、ISO 13849-1:2006に従って評価を受けた、独立したサブシステムとして扱われます。さらに、セーフティスイッチやコンタクタといった内部に制御回路を持たない機器についても、機器それぞれが持つ信頼性のパラメータ(カテゴリ、MTTFd、DCavgなど)を元に、仮想的なサブシステムとして扱い、PFHdを算出することが可能です。サブシステムという単位でPFHdを用いて安全制御回路全体のPL評価を行う手法は、複雑になりがちなPL評価をより簡単に実現するものとして広く知られています。*2

安全制御回路全体のPFHdは、その回路内の全てのサブシステムのPFHdの総和で表され、その値が小さければ小さいほど危険側故障確率が低い、すなわち信頼性が高いことを表します。前述の、IEC 61508での評価結果をもつ独立したサブシステムの場合は、その機器の信頼性レベルに応じたPFHdの値が直接算出されます。
一方、ISO 13849-1:2006においては、信頼性のパラメータ(カテゴリ、MTTFd、DCavgなど)から互換表を用いてPFHdに置き換える手法を取っており、その際に取りうる最も小さな値が2.47×10-8で制限されていました。すなわち、いくら信頼性の高い機器でも、ISO 13849-1:2006で評価をしている場合はどのような機器であれ2.47×10-8を超える値が計上できず、IEC 62061で評価した機器とは差が生じていました。その結果、本来高いはずの信頼性が十分にPL評価結果に反映されない事象が発生していたのです。
もう少し具体的に見てみましょう。ISO 13849-1:2006の評価によるサブシステム(スイッチ、コンタクタなどの単体機器による仮想的なものも含む)が一つの安全回路に4つある場合と、5つある場合とを比べてみます。
4つの場合:PFHd全体=4×2.47×10-8=9.88×10-8
5つの場合:PFHd全体=5×2.47×10-8=1.23×10-7
PLeとなるPFHdの値は最初に述べた通り10-8オーダーである必要がありますので、同じ信頼性のサブシステムを組み合わせた回路でも、そのサブシステムの数が4つの場合はPLeとなりますが、5つの場合はPLeとなりません。
こういった事象を解消するために、今回のISO 13849-1の追補においては、サブシステムのPFHdの上限値が9.06×10-10まで大幅に拡大されました。
今回の追補版発行により、ISO 13849-1:2006に基づく評価結果とIEC 62061に基づく評価結果との差が是正されました。また、一つの安全制御回路内で組み合わせられるサブシステムの数の制限がほぼなくなり、特に高いPLを達成するための安全制御回路の設計時の機器の選択や組み合わせの自由度が上がったと言えます。
*1. 2015年9月1日現在、この追補版(ISO 13849-1:2006/Amd1)はまだ一般に販売されていませんが、追補版の最終内容については既に各国の規格委員会にて合意がなされています。
*2. PL評価方法の詳細についてはISO 13849-1:2006(JIS B 9705-1:2011)に、PFHdを使ったPL評価方法についてはISO/TR 23849にそれぞれ記載されています。
更新日:2014.02.12
2013年10月施行 労働安全衛生規則を解説
労働安全衛生規則(安衛則)第107条、第130条が改正され、2013年10月より施行されました。
今回の改正では、製造業での労働災害の防止を目的として、装置の特性に応じた安全方策の適用が義務付けられています。
この改正内容のポイントを解説します。
- 改正の概要
- 第107条改正のポイント
- 第130条改正のポイント
- 労働安全衛生規則の求める安全方策
改正の概要
労働安全衛生規則(安衛則)第107条、第130条が改正され、2013年10月より施行されました。
製造業での労働災害の防止を目的として、装置の特性に応じた安全方策の適用が義務付けられました。 第107条はすべての装置に適用され、第130条は食品加工機械に適用されます。
第107条

第130条
第107条 改正のポイント
ポイント 1
機械の「調整の作業」が機械の運転停止義務の範囲に追加されました。
安衛則第107条はすべての装置を対象とします。そのため、「調整の作業」に関する安全方策も、すべての製造装置で安全配慮義務対策を行う必要があります。
清掃、給油、検査、修理、調整などの非定常作業において、装置の運転を停止させなくてはなりません。もし、この対策がとれない(非定常作業時においても、運転を継続する必要がある)場合には、追加で「覆いを設ける等」の措置が必要になります。
第百七条事業者は、機械(刃部を除く。)の掃除、給油、検査、修理又は調整の作業を行う場合において、労働者に危険を及ぼすおそれのあるときは、機械の運転を停止しなければならない。ただし、機械の運転中に作業を行わなければならない場合において、危険な箇所に覆いを設ける等の措置を講じたときは、この限りではない。
2事業者は、前項の規定により機械の運転を停止したときは、当該機械の起動装置に錠を掛け、当該機械の起動装置に表示板を取り付ける等同項の作業に従事する労働者以外の者が当該機械を運転することを防止するための措置を講じなければならない。
【労働安全衛生規則平成二十五年四月十二日厚生労働省令第五十八号の未施行内容】
ポイント 2
運転を継続した非定常作業が必要な場合には、「機械の包括的な安全基準に関する指針」に基づく対策が必要になります。
機械の運転を「調整モード」に切り替えるとともに、動作を継続するための「安全方策」が必要になります。
この要求事項を簡単に実現するためには、安全回路を構築することができるセーフティコントローラ(オムロンではG9SX、G9SP)の使用を推奨します。
「機械の包括的な安全基準に関する指針
(平成19年7月31日付け基発第0731001号)の別表第2の14(3)イ」に基づく対策とは
- 1.
選択したモード以外の運転モードが作動しないこと。
- 2.
危険性のある運動部分は、イネーブル装置、ホールド・ツゥ・ラン制御装置又は両手操作式制御装置の操作を続けることによってのみ動作できること。
- 3.
動作を連続して行う必要がある場合、危険性のある運動部分の動作は、低速度動作、低駆動力動作、寸動動作又は段階的操作による動作とすること。
第130条 改正のポイント
ポイント
食品加工機械の特性に合わせた安全対策が義務付けられました
安衛則第130条関係で対象となる食品加工用機械は次の通りです。機械の特性に合わせた安全方策(覆い、囲い、用具等を設けるよう記載されています。安全方策はJIS/国際規格に基づく対策が必要です。
労働安全衛生規則第130条で対象となる食品加工用機械
| 食品加工用切断機又は 食品加工用切削機 |
スライサー、チョップカッター、バンドソー等の刃部により、食品の原材料の切断又は切削を行う機械 |
|---|---|
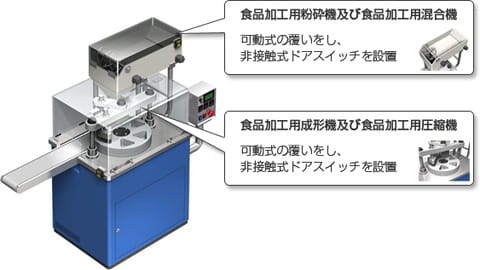
| 食品加工用粉砕機及び 食品加工用混合機 |
ミキサー、ミル、らいかい機等の回転する可動部分によって食品の原材料の粉砕、破砕、混合、混練又は攪拌を行う機械 |
| 食品加工用ロール機 | 製麺用ロール機、製菓用ロール機等の食品の原材料の圧延する機械*1 |
| 食品加工用成形機及び 食品加工用圧縮機 |
おにぎりの成形機、マカロニの押し出し機、果実の圧搾機等の圧力を加えることによって食品の原材料の成形、型抜き、圧縮又は圧搾を行う機械*2 |
*1. 機械の駆動力が、労働者が自らの力で回転を止めることができ、労働者の身体の一部が接触しても、労働者の身体を負傷させるに至らない程度である場合は、これに含まれない
*2. 駆動力が小さいものがあり、労働者が身体の一部を挟まれたとしても労働者に危険を及ぼすおそれのない場合があることから、労働災害防止措置が必要となる場合を「労働者に危険を及ぼすおそれがあるとき」に限定
労働安全衛生規則が求める安全方策
労働安全衛生規則では、第107条、第130条改正において、装置の特徴に合わせた覆い、囲い、用具等の設置を安全方策として明記しています。
下表は、安衛則が求める安全方策実現する安全商品の組み合わせを示しています。安全方策は、国内の機械安全に関するガイドライン(機械の包括的な安全基準など)や、JIS/国際規格に基づき安全機器による入力と回路のセットで初めて完成します。
| 安衛則の 表現 |
JIS/ 国際規格の表現 |
安全商品の組み合わせ例 | |
|---|---|---|---|
| 覆い、囲い | 固定式、 または可動式ガード |
入力機器: | 電磁ロック・セーフティドアスイッチ D4SL-Nシリーズ |
| コントローラ: | フレキシブル・セーフティユニット G9SXシリーズ |
||
| 出力機器: | セーフティリレー G7SA サーボドライバ/モータ G5シリーズ |
||
| 覆い、 囲い等 |
固定式、稼動ガード、 または セーフティライトカーテン |
入力機器: | セーフティライトカーテン F3SJシリーズ |
| コントローラ: | フレキシブル・セーフティユニット G9SXシリーズ |
||
| 出力機器: | セーフティリレー G7SA サーボドライバ/モータ G5シリーズ |
||
| 用具等 | 両手操作制御装置を含む | 入力機器: | 非常停止押ボタンスイッチ A22シリーズ |
| コントローラ: | セーフティコントローラ G9SPシリーズ |
||
| 出力機器: | セーフティリレーG7SA サーボドライバ/モータ G5シリーズ |
||
詳しくは厚生労働省のWEBサイトをご覧ください。