三相インダクションモータ
/ポンプの状態を数値化
- メンテナンス時期がわかるしきい値設定
- PCでモニタリングできるツールソフト
- 既存設備でも後付けしやすいクランプ式CT
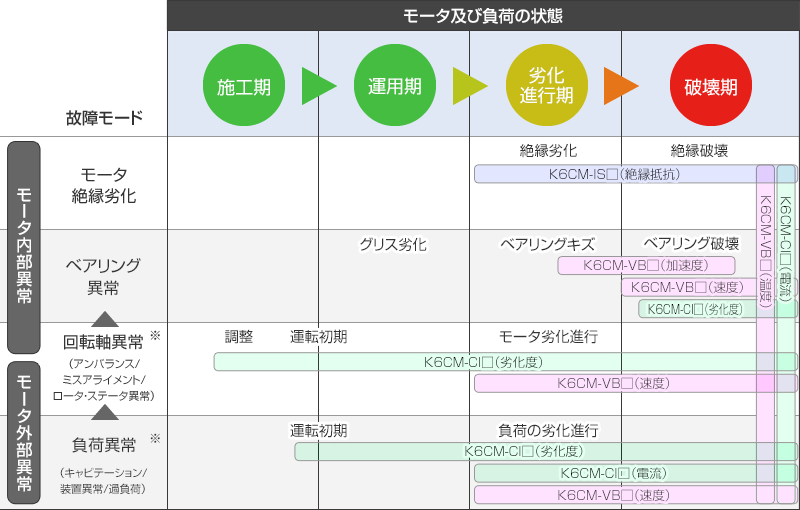
K6CM電流総合診断タイプならモータだけでなくモータの先にあるファンなども含めて監視できます。
状態を劣化度として数値化し、しきい値を設定することで異常を判定しお知らせします。メンテナンス時期の判断などに役立ちます。

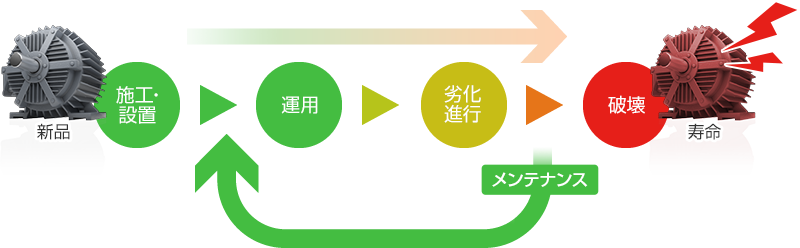
K6CMの状態監視により、モータの破壊前にメンテナンスを実行することが可能です。
| タイプ | 監視パラメータ | 特徴 |
|---|---|---|
| 電流総合診断 | 劣化度1、劣化度2、電流 | 回転軸に影響する異常は劣化度により監視可能 |
| 振動&温度 | 加速度、速度、温度 | ベアリングの異常は加速度の状態監視により監視可能 |
| 絶縁抵抗 | 絶縁抵抗 | 従来のメガ測定と違い、動作状態での絶縁抵抗測定可能 |
モータ関連で発生する故障モード(モータ絶縁劣化、ベアリング異常、回転軸異常、負荷異常)と、K6CMで状態を数値化できる計測値の関係
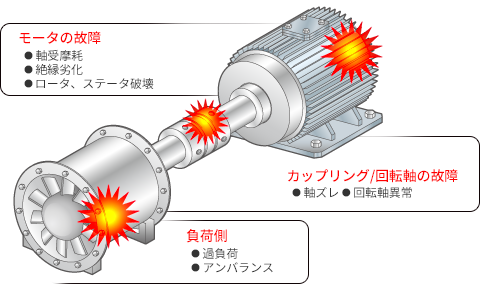
*負担や回転軸の異常はベアリングへのストレスとなり、
ベアリングキズや破損に至る原因となります。
TPM(Total Productive Maintenance 「全員参加の生産保全」)とは、社団法人日本プラントメンテナス協会によって1971年に提唱されました。
TPMは、「生産システム効率化の極限追求(総合的効率化)をする企業体質づくりを目標にして生産システムのライフサイクル全体を対象とした“災害ゼロ・不良ゼロ・故障ゼロ”などあらゆるロスを未然防止する仕組みを現場現物で構築し、生産部門をはじめ、開発・営業・管理などのあらゆる部門にわたってトップから第一線従業員にいたるまで全員が参加し、重複小集団活動により、ロス・ゼロを達成すること」、と定義されています。
TPM優秀商品賞には開発賞と実効賞の2賞が設けられていますが、モータ状態監視機器 K6CMはアイディアと先行性・独創性に優れた商品に贈られる開発賞を受賞しました。
注. TPMの商標、ロゴマークは、日本およびその他の国における日本プラントメンテナンス協会の登録商標または商標です。
商品のさらに詳しい情報、マニュアルやCADデータのダウンロードもできます。
モータ状態監視機器
K6CM
実際のお客様での導入事例と
改善効果を
ご紹介しています。