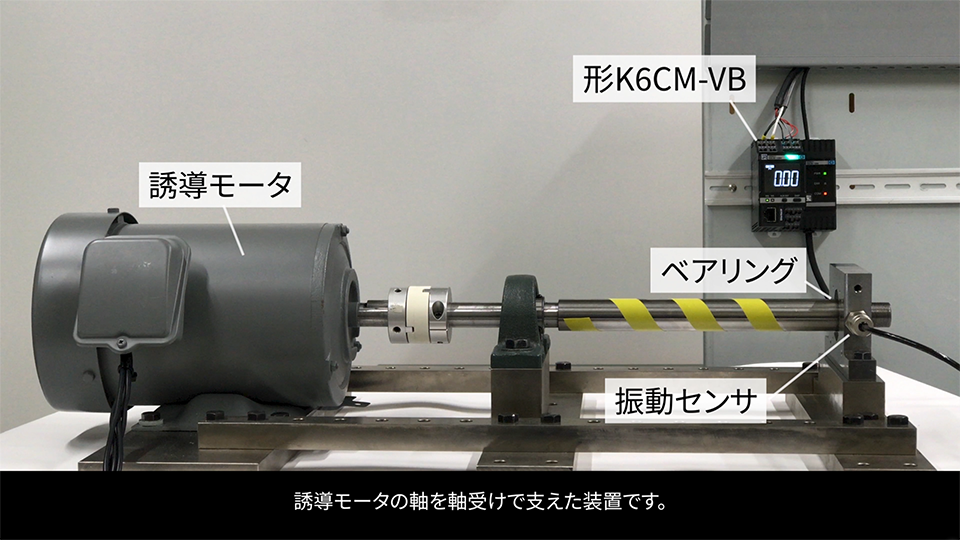
振動・温度タイプ形K6CM-VBを使った異常検出例:
モータのベアリング傷による異常検出 NEW
モータの異常の多くを占めるベアリング故障をK6CM-VBで検出します。ベアリングに傷が入っている異常状態の検出例をご紹介します。
※音声付き(再生時間:2分43秒)
モータ状態監視機器を活用した課題解決のデモ動画
モータ状態監視機器を活用した課題解決例として、6つのデモ動画をご用意しました。ぜひご視聴ください。
振動・温度タイプ形K6CM-VBを使った異常検出例:
モータの異常の多くを占めるベアリング故障をK6CM-VBで検出します。ベアリングに傷が入っている異常状態の検出例をご紹介します。
※音声付き(再生時間:2分43秒)
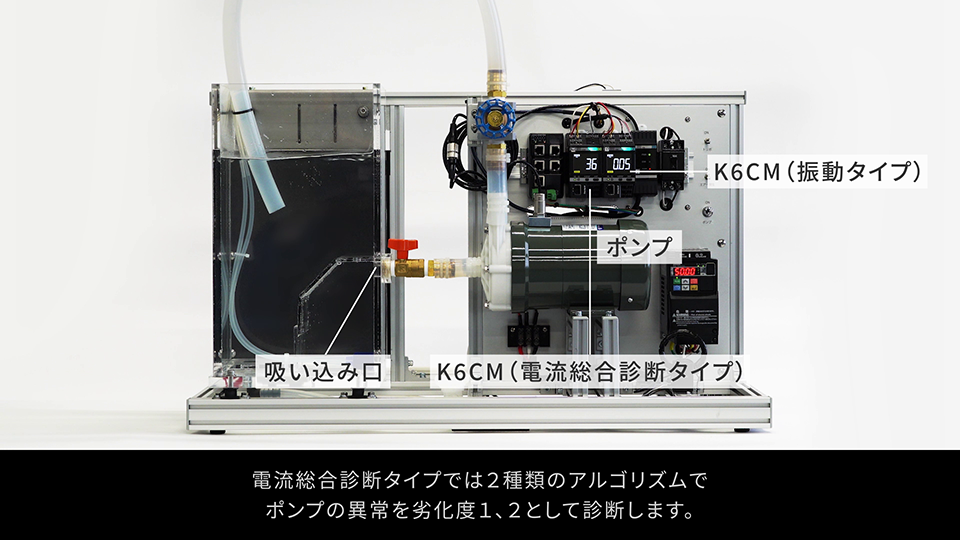
電流総合診断タイプ形K6CM-CI2を使ったモータ/ポンプの状態を劣化度として数値化し、設備不具合を早期発見する例:
サンプリング周期の間に取得した電流波形データ全体に対して、理想の状態である滑らかなサイン波からの乖離度を数値化するため、モータの軸に不規則な影響を与える異常の監視に向いています。
【検出異常】
キャビテーション、異物嚙込み、など
モータの回転軸に影響する周波数成分の内、特定の周波数成分を顕著に捉えて数値化するため、定期的に発生する異常監視に向いています。特にインバータノイズなどがある環境でも、感度良く異常を検出できます。
【検出異常】
ミスアライメント、アンバランス、異物付着など
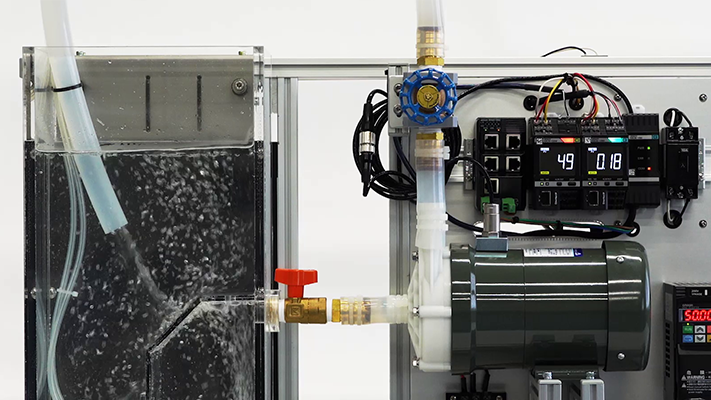
ポンプの配管内で真空や空気の気泡が発生すると内部インペラにダメージを与え故障の要因となります。目視等では発見困難であった配管内のエア混入を電流波形解析を行い劣化度として数値化することで検出可能とした事例をご紹介します。
※音声付き(再生時間:1分24秒)
排気ファンのミスアライメント(軸ずれ)はモータのベアリングやVベルト、プーリーへダメージを与え、故障・寿命を加速させる要因となります。排気ファンの軸ずれを電流波形解析を行い劣化度として数値化することで検出可能とした事例をご紹介します。

※音声付き(再生時間:1分23秒)
食品業界の生産現場で使用される撹拌機で内部の攪拌用の回転羽に異常が発生すると製品の品質不良の要因となります。撹拌機に異常が発生した際の電流波形の変化を劣化度として数値化し、異常検出を可能とした事例をご紹介します

※音声付き(再生時間:1分23秒)
ドライヤ(乾燥装置)内部側面に異物が付着すると内部ローラーの故障の要因となります。
異物を模擬した金属にローラーが接触することで発生する電流波形の変化を劣化度として数値化することで検出可能とした事例をご紹介します。

※音声付き(再生時間:1分33秒)
搬送装置のチェーンが異物を嚙み込むと搬送できなくなり、生産に影響を与えます。搬送チェーンが異物を嚙み込んだ際の電流波形の変化を劣化度として数値化することで検出可能とした事例をご紹介します。

※音声付き(再生時間:1分18秒)
商品のさらに詳しい情報、マニュアルやCADデータのダウンロードもできます。
モータ状態監視機器
K6CM
実際のお客様での導入事例と
改善効果を
ご紹介しています。



