振動解析とは?製造現場でのメリットや
振動解析とは?
目的やメリットについて
設備保全における振動解析は、設備の機械的な故障や異常状態を検出することを目的としています。振動解析によって得られる情報をもとに、故障の原因を特定し、早期に予防メンテナンスを行うことができます。これにより、故障発生時に生じる停止時間や生産性の低下、修理費用などのコスト削減が図られます。
メリットとしては以下があります。
- 故障の未然防止:振動解析によって早期に故障の兆候を検知することができるため、事前にメンテナンスを行うことができます。
- コスト削減:故障発生時に生じる停止時間や生産性の低下、修理費用などのコスト削減が図られます。
- 設備の最適な状態の維持:振動解析によって設備の最適な状態を維持することができます。
- 設備寿命の延長:振動解析によって早期に故障を検知して予防メンテナンスを行うことで、設備の寿命を延長することができます。
これらのメリットから、設備保全における振動解析は、設備の稼働率や安定性、コスト削減などに非常に有効な手法となっています。
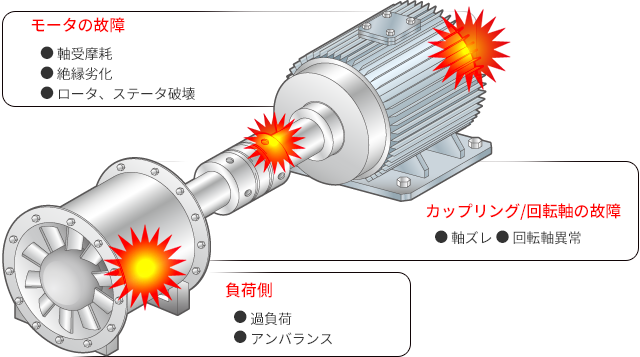
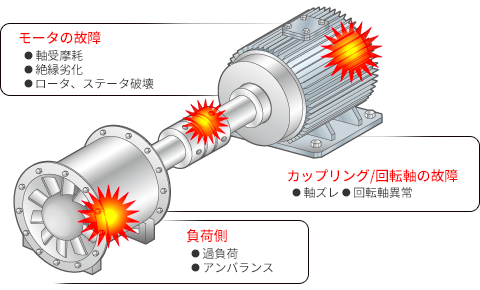
異常振動が起きる要因
モータの異常振動は、いくつかの原因が考えられますが、ミスアライメント、パーツの緩み、アンバランスの3つがよく考えられます。
ミスアライメント
モータのミスアライメントとは、モータとその負荷の関係が正確な位置でない状態を指します。これは、モータと負荷の設置が誤った方法で行われたり、不十分な位置調整が主な要因で、設置後に何らかの変更が加えられたことによって引き起こされることもあります。
モータのミスアライメントは、異常な振動や騒音、熱やトラブルなどの原因となることがあります。また、ミスアライメント異常が早期に発見されない場合は、継続的な異常負荷状況になるため、部品破損や故障の原因となることもあります。
パーツの緩み
パーツの緩みとは設備やそれらを構成する機構部品において、固定された部分が時間経過や稼働振動などによって弛んで、正確な位置や形状を保つことができなくなる状態を指します。このような状態は、異常振動や不正確な動作、故障の原因となります。
例えば、設備を固定するボルトの緩み、軸受のクリアランスが許容範囲を超えると異常な振動が発生します。
アンバランス(不釣り合い)
モータのアンバランスとは、回転体の重心と回転軸の位置バランスが崩れている状態のことを指します。このような状態になると、モータが回転する際に不必要な振動や過負荷が生じます。
モータのアンバランスは、モータの製造や取り付けの不具合、部品のトラブルや損傷などの原因によって引き起こされます。このような状態が長期間にわたり続けば、モータの構造や付属部品の損傷、故障の原因となります。
振動解析に使う
センサの種類や設置方法
最も多用されている
圧電型加速度センサ
振動を計測する方法は主に「静電容量式」と「圧電式」があります。
静電容量式は固定電極と可動電極から構成され、振動が起きたときの可動電極の変位による電極間静電容量を検出することで、振動を測定しています。
圧電素子は圧迫されるときに発生する小さな電圧を利用して振動を測定します。加速度センサには圧電式が最も多用されていると言われています。
センサの取付方法
振動センサは、機械的な振動や衝撃を検出するために使用されます。設置方法は、振動センサの種類や用途に応じて異なりますが、一般的な手順は以下の通りです。
- 設置する位置を選ぶ
振動センサは、振動を最も強く検出する位置に設置する必要があります。このためには、振動ソースからの距離や周囲の構造などを考慮する必要があります。 - 固定方法を決定する
振動センサは、固定する必要があります。振動センサによって異なりますが、一般的には、ネジやボルト、接着剤などを使用して対象物本体に固定することになります。 - 接続方法を決定する
振動センサは、データ収集システムや計測器などと接続する必要があります。接続方法は、振動センサの種類や利用するシステムに応じて異なりますが、一般的には有線で接続されるため、配線の敷設工事が必要となります。
最近は配線工事が不要な無線式の振動センサもありますが、電池交換などの定期的なメンテナンスが必要になります。
これらの手順に従って設置することで、正確な振動データを収集することができます。
振動値の判定
振動解析において、絶対判定と相対判定という2つの方法があります。
絶対判定
絶対判定は、振動値が規格や設計値を超えた場合に異常振動と判定する方法です。この方法は、振動値の上限や下限の閾値を明確に設定し、これを基準にして異常振動を判定することができます。
相対判定
相対判定は、相対的な振動値の変化を基準に異常振動を判定する方法です。この方法では、前回の振動値と現在の振動値を比較し、大きな変化があった場合に異常振動と判定します。
絶対判定と相対判定のどちらを選択するかは、振動解析の要件や目的によって異なります。たとえば、新しい設備やシステムでは絶対判定が適している場合がありますが、長期間にわたって運用されている設備やシステムでは相対判定が適している場合があります。正確な振動判定ができることが重要であり、適切な判定方法を選択することが重要です。
振動の解析手法
周波数解析 (FFT)
振動の周波数解析は、振動信号の主要な周波数成分を決定することを目的としています。これは、FFT (Fast Fourier Transform) やピーク検出などのアルゴリズムを使用して行われます。周波数解析の結果から、異常振動の起因となる原因を特定することができます。
エンベロープ解析
エンベロープ解析は、振動の繰り返しの周期性を解析しています。振動がある周期によって繰り返し発生しているかどうかを解析し、回転に依存したものであればその周波数により異常部位の特定ができます。
振動解析を製造現場で
役立てるために
振動解析は、設備の振動状況を分析するための手法です。振動解析は、常時設置または手動計測の2つのタイプがあります。
常時設置は、設備に振動センサを設置し、データをリアルタイムで収集する方法です。これにより、設備の振動状況を随時監視することができます。また、異常発生時には早期発見が可能です。
一方、手動計測は、持ち運び可能な計測機材を使用し、定期的に人の手で設備を診断する方法です。機材によっては様々な解析ツールを使うことができるため、高度な診断を可能とします。一方で、リアルタイムにデータを収集することができないため、急な変化や突発的な故障は捉えることができないというデメリットがあります。
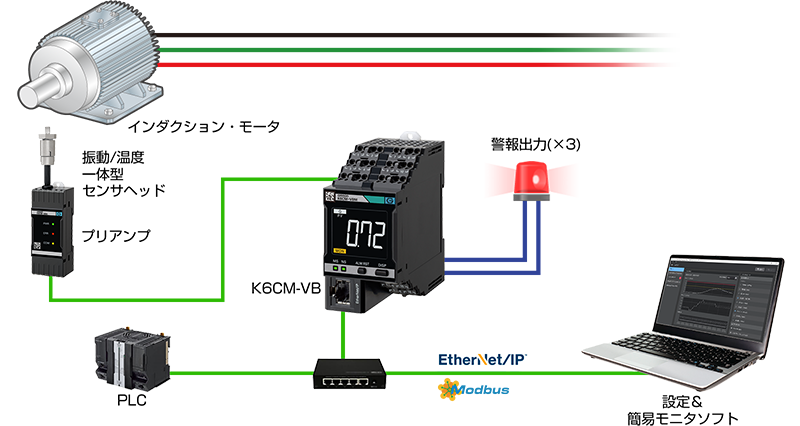
オムロンの振動解析の特徴
オムロンのモータ状態監視機器K6CM-VBは振動センサを活用してモータの常時監視を可能とします。振動センサから得られたデータを本体の内部で加速度や速度という特徴量に変換処理し、それらの数値の変化によってモータの状態を監視することができます。また、振動以外にも電流センサを使用した監視方法で、よりレトロフィットにモータ設備の状態監視を可能にするタイプ (K6CM-CI2) もあります。