押出成形機の
省エネと生産能力の
現場課題
- 制御はうまくいっているが、カーボンニュートラルに向けて装置のエネルギー消費を削減したい
- 生産速度を高速化すると材料配合や冷却水などによる温度揺れが発生し、熟練者が時間をかけて調整する必要がある
温度は安定させたまま、
無駄な加熱と冷却を抑えて
省エネを実現
温度制御の操作量波形を確認されたことはございますか?
水冷式の押出成形機は、温度は安定していても操作量が揺れており、エネルギーを無駄に使用している場合があります。
その要因として、冷却制御と加熱制御のPIDが最適でないことが考えられます。
水冷式の冷却性能は非線形なため、通常のオートチューニングでは冷却の適切なPID定数を求めることができないためです。
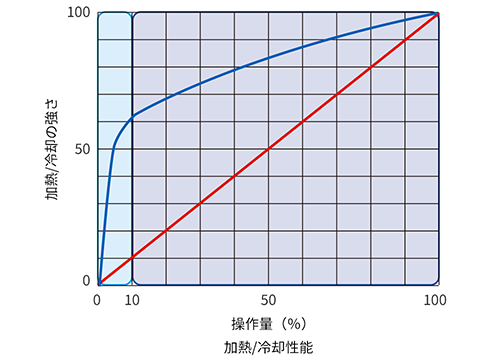
━━ 冷却(水冷式)
━━ 加熱
操作量0-10%の領域は、冷却能力が高い。
PIDが最適でないと、冷やしすぎてしまう場合がある。
最適な加熱と冷却のPIDを算出する
「加熱冷却チューニング」
E5□D/NX-TC加熱冷却チューニング
冷却特性を正しく把握して最適なPIDを算出します。
それにより必要最小限の加熱と冷却で安定した制御ができます。
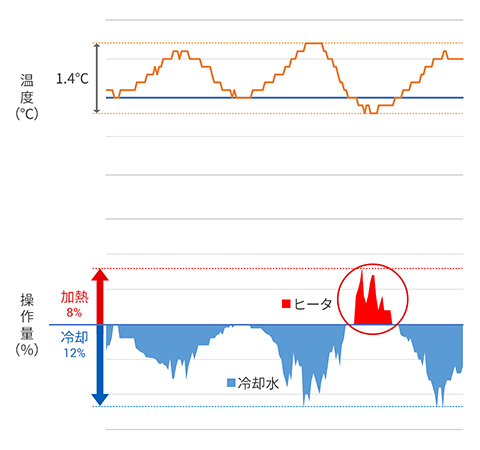
汎用のチューニング方式
2℃以内で問題なく制御しているように見えるが、操作量を見ると実は過剰に冷却しており、冷やしすぎによる無駄な加熱が行われている。
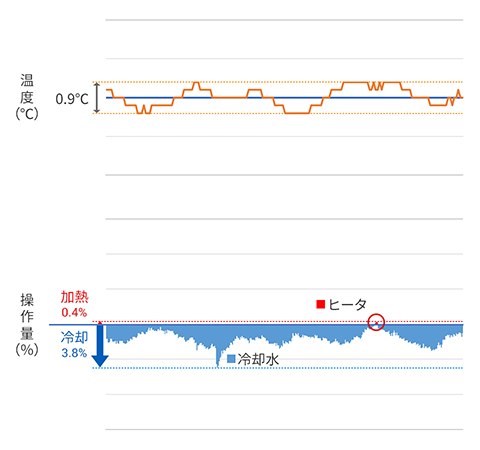
E5□D/NX-TC
最適な冷却制御をおこなうことで、加熱のエネルギーの電力削減とさらに温度揺れの改善ができている。
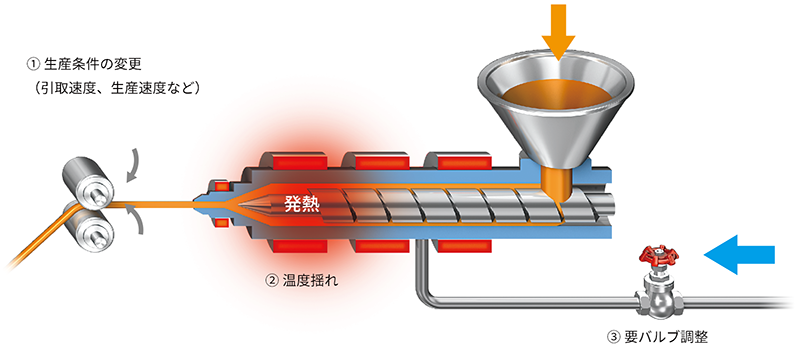
生産中の速度変更や装置の状態変化による
温度揺れを現場調整なく抑制
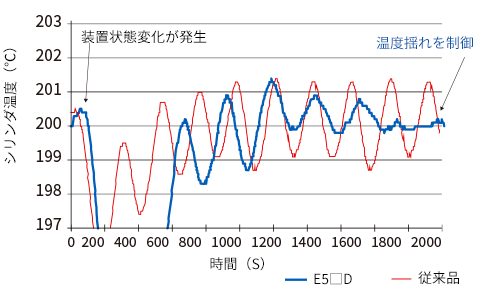
水冷式の押出機では、高速化など稼働時の生産条件や装置の変化など様々な原因で温度揺れが発生し、品質を安定させるために現場では繰り返しのバルブ調整が必要でした。E5□D/NX-TCでは水冷出力調整機能で温度揺れを最小限に抑え、品質を維持したまま生産能力を高めます。
当社従来機種
温度揺れ原因
| 冷却水の変動 | 冷却水システムの変動に対して、オートチューニングだけでは、稼働中の状態変化に対応できないため、温度揺れが発生します。 |
|---|
生産中に発生した温度揺れを抑えて、
安定性能を維持する「水冷出力調整機能」
E5□D/NX-TCE5□D/NX-TC水冷出力調整機能
材料投入後の生産時は、水冷出力調整機能により常時温度変化を把握し、比例帯(冷却)を自動調整することで温度揺れを抑えるようにします。
※水冷2軸押出成形機、当社実測データ