製造業DXのカギ「IT-OT融合」とは
DX推進のためにシステムを導入しても、経験や勘に頼った対応が続き、業務が特定の担当者に依存している。さらに、設備・生産データの形式が統一されていないことで、手作業による加工や集計が発生し、工数増加や入力ミスにつながっているケースも少なくありません。老朽化設備によってデータを取得できない、あるいは取得できても十分に活用できていないといった課題も多くの製造現場で共通して見られます。
では、なぜスマートファクトリー化は現場で思うように進まないのでしょうか。
その背景には「IT(経営側)」と「OT(現場側)」の分断があると考えられます。こうした分断があることで、データの価値を十分に引き出せず、DX推進が難しくなることもあります。
このITとOTの分断を解消し、データを真の資産として活用するために重要となるのが「IT-OT融合」です。
本記事では、なぜITとOTの間に分断が起きるのか、IT-OT融合によって製造業の課題をどのように解決できるのかを分かりやすく解説します。

ITとOTとは
ITとOTは、それぞれ全く異なる目的と背景を持って発展してきました。IT-OT融合を理解するためには、まずITとOTの目的と背景を正しく把握することが不可欠です。また、部門間で文化的な対立が起きやすい理由も、それぞれの根本的な役割の違いから見えてきます。
ITとは
IT(Information Technology:情報技術)の主な役割は、「情報資産の管理・活用」です。
代表的なシステムとして、企業の資源を一元管理するERP(統合基幹業務システム)や、供給網を最適化するSCM(サプライチェーン管理)などがあります。ITは業務効率化や意思決定支援を目的としています。
OTとは
OT(Operational Technology:制御技術)の主な役割は、「物理的な設備の制御・運用」です。
工場などの生産現場では、PLC(プログラマブルロジックコントローラ)やSCADA(監視制御システム)といったシステムを用いて、機械やロボットを制御しています。OTで特に重視されるのは、設備の安定稼働であり、決められた動作を正確に繰り返すリアルタイム性や安全性が強く求められます。
ITとOTの違い
ITとOTは、目的や管理対象、重視する要素において明確な違いを持っています。それぞれの特徴を整理すると、以下のようになります。
| IT(情報技術) | OT(制御技術) | |
|---|---|---|
| 主な目的 | 業務効率化、意思決定支援、情報管理 | 設備の安定稼働、生産性向上、物理的プロセスの制御 |
| 管理対象 | データ、情報、ネットワーク、サーバ | 生産設備、機械、センサ、制御装置 |
| 重視する要素 | 機密性、完全性、可用性(情報セキュリティ) | 可用性、安全性、リアルタイム性(OTセキュリティ) |
| ライフサイクル | 3〜5年程度(短い) | 10〜30年程度(長い) |
| 通信プロトコル | 標準プロトコル(TCP/IP、HTTPなど) | 産業用独自プロトコル(EtherNet/IP、EtherCAT、DeviceNet、Modbus) |
ITは、データ活用や業務最適化を目的としているため、数年単位でシステム更新を行いながら、オープンな通信技術や最新技術を積極的に取り入れる傾向があります。一方OTは生産設備を安定して稼働させ続けることを目的としているため、システム更新の頻度は低く、現場に特化した独自通信や専用技術が利用されるケースも少なくありません。
こうした技術的な前提や重視する考え方の違いが、IT部門とOT部門の間に分断を生む一つの要因となっています。
製造業のDXを阻む課題
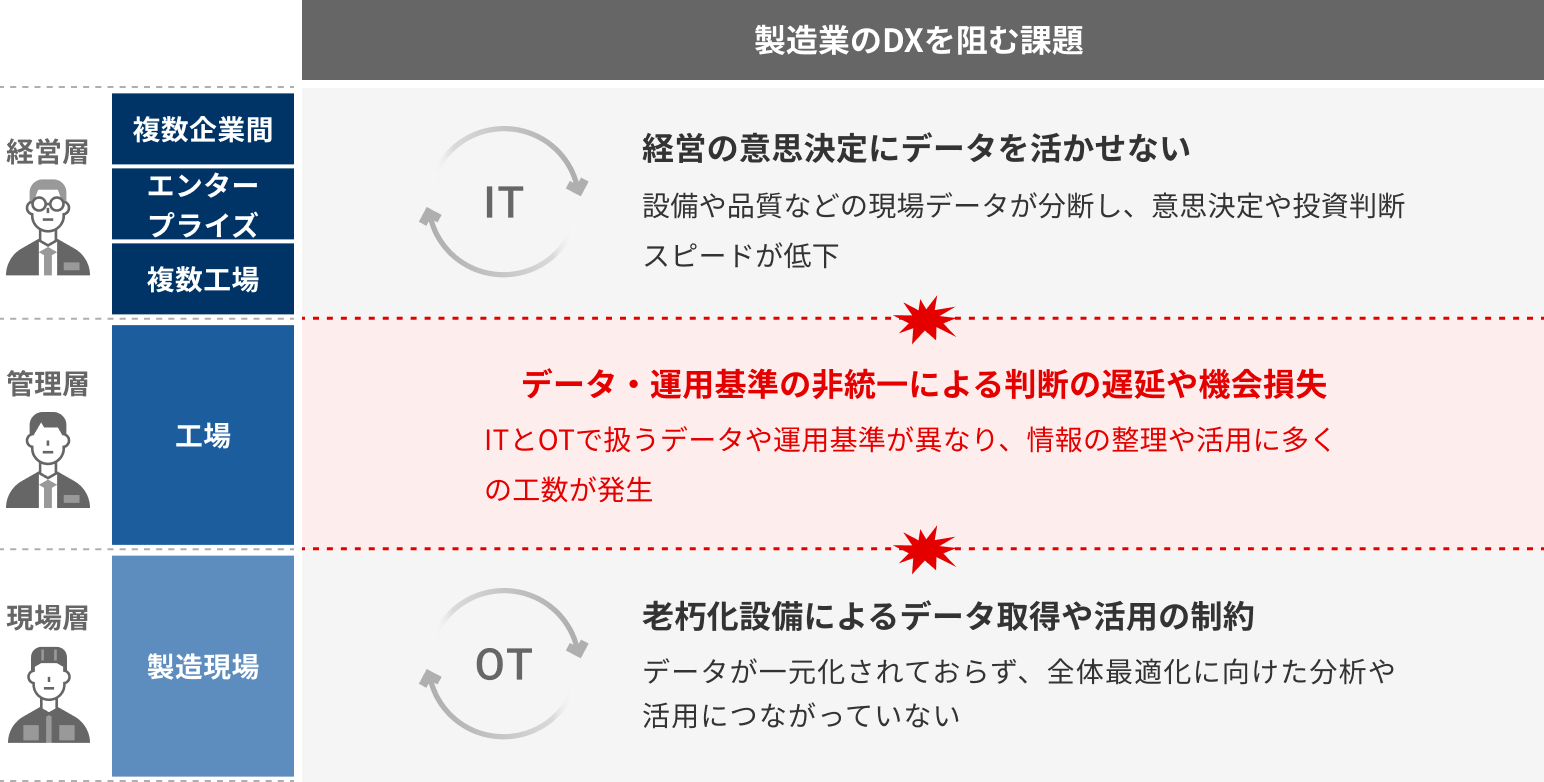
ITとOTの分断は、現場層から経営層まで、製造業のさまざまな場面で課題を引き起こしています。DXを推進する中で、実際にどのような壁が立ちはだかっているのか、3つの視点から捉えることができます。
経営層の課題リアルタイムなデータ把握ができず、経営の意思決定に活かせない
経営層(IT)では、部門ごとにシステムやデータが分断される「サイロ化」によって、事業状況の把握や投資判断が遅延しています。KPIや事業PLの集計にも手作業と時間を要しており、現状維持にかかるコスト増加や供給課題に迅速に対応しづらくなっています。その結果、投資判断が後手に回ってしまうケースも少なくありません。
また、基幹システムはグローバル標準で運用されているため容易に変更できず、設備稼働状況や品質情報などを把握することが困難となり、事業への影響や投資対効果を定量的に把握しづらくなっています。
管理層の課題データ・運用基準の非統一による判断の遅延や機会損失
管理層(エッジ)では、ITとOTで扱うデータや運用基準が統一されていないことで、情報の整理や活用に多くの工数が発生しています。
また、拠点ごとに設備の使用方法やデータの集計方法が異なるため、生産状況を横並びで比較しづらく、全体最適に向けた分析に時間を要するケースも少なくありません。
現場層の課題老朽化設備によるデータ取得や活用の制約
現場層(OT)では、長年稼働しているレガシーシステムや老朽化設備の存在が壁となります。設備ごとに個別最適な改善を繰り返してきた結果、工場内には新旧さまざまなメーカーの機器が混在しています。
そのため、設備ごとに通信規格やデータ形式が異なり、データを一元化することが難しくなっています。一部の新しいラインからはデータが取得できていても、工場全体のデータ形式にはばらつきが生じており、全体最適化に向けた分析や活用につながっていないのが実情です。
「ITとOTの融合」で実現できること
分断されたITとOTをつなぎ、製造業のDXを前進させるために重要となるのが「IT-OT融合」です。これまで別々に管理されていた経営(IT)データと現場(OT)データを融合させることで、現場層・管理層・経営層が抱えていた課題の解消につながり、新たな価値創出も可能になります。
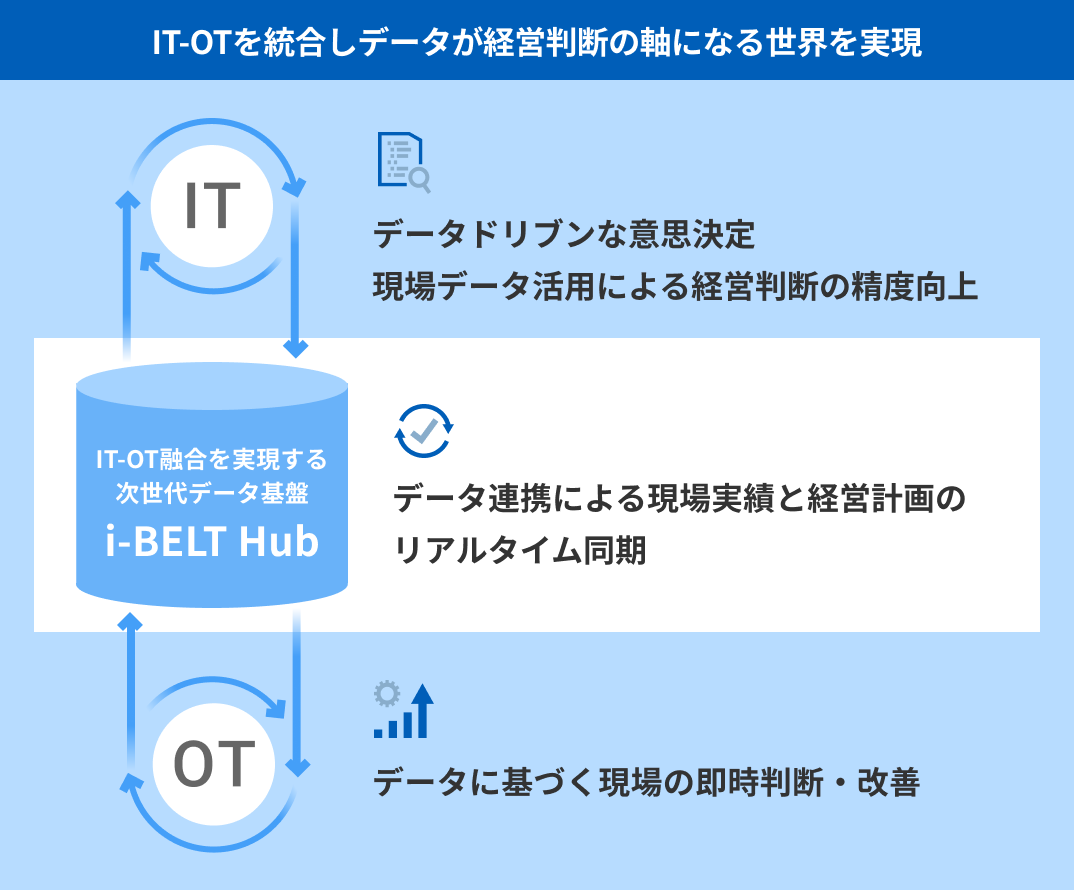
経営層データドリブンな経営の意思決定を実現
OT領域のリアルタイムな現場データと、IT領域の経営・財務データを連携させることで、工場の稼働状況や歩留まり、コストの発生状況をダッシュボード上でリアルタイムに把握できるようになります。
また、データに基づいて迅速な意思決定を行えるため、経営判断の精度向上にもつながります。
管理層サプライチェーン全体を可視化し、変化に強い生産体制を構築
ITシステムが持つ受注情報や需要予測と、OTシステムが持つリアルタイムな生産実績や設備稼働状況を連携させることで、サプライチェーン全体の動きが可視化されます。急な需要変動や部品供給の遅れが発生した場合でも、データに基づいて即座に生産計画を最適化し、在庫の過不足を防ぐことができます。不確実性の高い市場環境においても、柔軟に対応できる変化に強い生産体制を構築できます。
現場層現場作業をデータ化し、業務標準化と品質安定を実現
IT-OT融合により、これまでブラックボックス化していた現場の稼働状況や熟練工のノウハウを詳細なデジタルデータとして取得できるようになります。
バラバラだった設備データを共通のフォーマットで統合・分析することで、暗黙知だった作業手順の可視化が進みます。
これにより、属人的な作業への依存から脱却し、誰もが同じ水準で作業できる業務の標準化と、ばらつきのない品質の安定化を実現できます。
IT-OT融合で、経営判断と現場改善をつなぐ

ITとOTの融合は、単にネットワークをつなぐだけでは実現できません。情報資産やセキュリティを重視するITと、設備の安定稼働や安全性を重視するOT、それぞれ異なる考え方や文化をつなぐことが重要です。
オムロンが提供するデータソリューションi-BELTでは、IT-OT融合を実現する次世代データ基盤「i-BELT Hub」がITとOTのハブとなり、設備の稼働状況や品質情報、生産実績など、現場に点在するデータを収集・統合し、経営判断に活用できる形へ整理・可視化します。これにより、これまで活用しきれていなかった現場データを、意味のある情報として活用できるようになります。
また、三現主義に基づく深い工程理解と現場知見を持つオムロンだからこそ、データを利活用しやすい形へ整理し、現場のアクションと経営指標をつなぐデータ循環を実現することができます。このデータ循環により、「現場の今」をリアルタイムに把握し、「経営の方針」を迅速に現場へ反映することが可能になります。
その結果、“よどみなく止まらない生産システム”と“迅速かつ効率的な経営サイクル”を連動させ、変化の激しい市場環境にも柔軟に対応できる生産体制の構築につながります。
“よどみなく止まらない生産システム”と“迅速かつ効率的な経営サイクル”を連動させ、
激しく変化する市場環境下でも、迷うことなくキャッシュフローを最大化し続けるROIC経営を実現

オムロンの「データソリューションi-BELT」による、経営課題の解決と現場の進化を両立させた具体的な取組内容を導入事例ページにてご紹介しています。DXを前進させるための実践的なヒントを、ぜひ以下のリンクからご確認ください。

ご不明な点は
お問い合わせください。
注1.i-BELTは、オムロン株式会社の登録商標です。その他、記載されている会社名と製品名などにつきましては、各社の登録商標または商標です。
本サイトで使用している製品写真や図にはイメージ画像が含まれており、実物とは異なる場合があります。本サイトの記載内容は、改良のため予告なく変更されることがあります。